镁课堂:(四十九)镁合金锭坯的机械加工
2015年11月03日 10:51 23603次浏览 来源: 中国有色网 分类: 镁应用 作者: 王祝堂
铸造的镁合金锭必须经过机械加工才能进入压力加工工序,加工成半成品——镁材(板、带、棒、型材与锻件等)。首先必须锯掉锭的浇口和底部,然后锯切成对符合技术条件要求的坯料,并经车削或铣削坯料锭块表面,清除缺陷,经外观检查合格后转入下一道工序。
镁合金具有良好的可切削性能,特别是铸造状态材料的尤佳。锯切时锯齿上承受的压力为250N/mm2~400N/mm2;镁合金有良好的导热性能,热导率0.18J/(cm·S·℃)~1.50J/(cm·S·℃),硬度适中,HB为45~75。因此,可进行高速切削,锯切铸锭时可不采用水或乳液冷却,通常以压缩空气冷却即可。
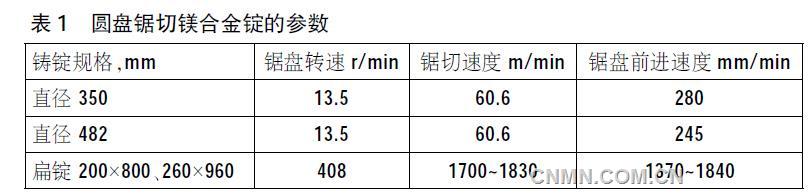
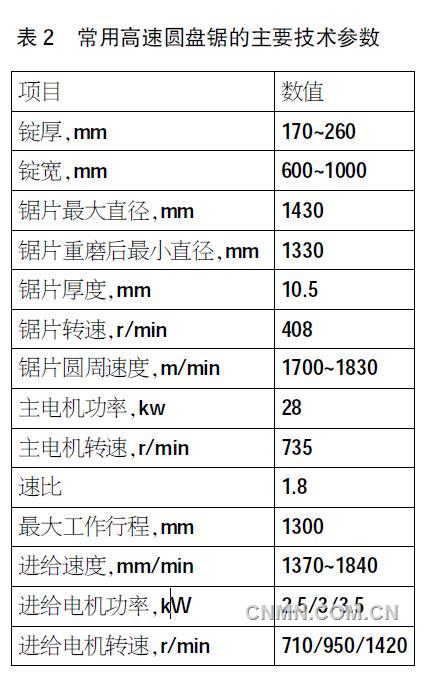
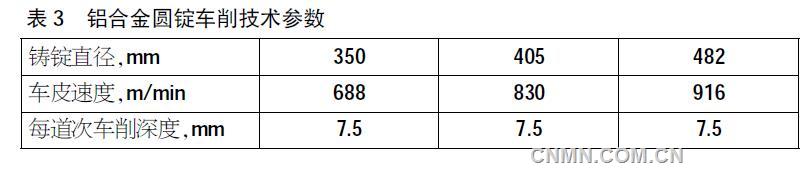
一般,锯切镁合金铸锭采用高速钢锯盘,锯齿或车刀前角15°~30°,后角约10°,锐角60°~75°。铸锭锯切参数见表1,常用高速圆锯的主要技术特性见表2,圆锭的车削参数见表3。
锭坯锯切最好用带锯,锯切时噪声低,对环境友好;锯口小,可提高成品率,减少废屑量。
镁合金锭坯在压力加工之前(轧制、挤压、锻造等)必须加热(预热)。镁合金的挤压温度为300℃~450℃,可根据合金成分、制品形状确定挤压温度,如M1为420℃~440℃、AZ31合金的为370℃~400℃、AZ61合金的为370℃~400℃、AZ80合金的为360℃~400℃。镁合金扁锭的轧制开始温度(出炉温度):M2M、ME20M合金的为450℃~510℃、ZA40M、AZ41M合金的440℃~510℃、ZK61M合金的为380℃~400℃。常用镁合金的锻造温度:AZ31B合金的290℃~345℃、AZ61A合金的315℃~375℃、AZ80A合金的290℃~400℃;MB2合金的275℃~400℃、MB3合金的250℃~450℃、MB8M合金的250℃~350℃、MB8Y2合金的230℃~250℃、MB15合金的320℃~400℃、MB22合金的350℃~450℃、MB25合金的320℃~390℃。
责任编辑:于璐
二审:淮金
终审:孟庆科
如需了解更多信息,请登录中国有色网:www.cnmn.com.cn了解更多信息。
中国有色网声明:本网所有内容的版权均属于作者或页面内声明的版权人。
凡注明文章来源为“中国有色金属报”或 “中国有色网”的文章,均为中国有色网原创或者是合作机构授权同意发布的文章。
如需转载,转载方必须与中国有色网( 邮件:cnmn@cnmn.com.cn 或 电话:010-63971479)联系,签署授权协议,取得转载授权;
凡本网注明“来源:“XXX(非中国有色网或非中国有色金属报)”的文章,均转载自其它媒体,转载目的在于传递更多信息,并不构成投资建议,仅供读者参考。
若据本文章操作,所有后果读者自负,中国有色网概不负任何责任。
