镁课堂:(四十四)说说变形镁合金铸造工艺
2015年09月09日 10:13 14000次浏览 来源: 中国有色网 分类: 镁应用 作者: 王祝堂
变形镁合金锭的基本铸造工艺参数是速度、温度、冷却水压和结晶器高度,前三个的可调可控力度大,结晶器一旦制造完毕,它的高度就定下来了。此外,还有一些未纳入制度的相对不太重要的参数,它们也对铸锭组织、裂纹敏感性、致密度、表面品质有一定的影响,例如结晶器锥度、内表面粗糙度、水孔大小、水的喷射角度,铸造漏斗直径、孔径、孔数、沉入熔体深度,等等。
在不同的铸造速度时,铸造速度越大,冷却强度也大,液穴深度随着变小。结晶器高度变小时,强却强度也随着变弱。
在铸造镁合金圆锭时,在一般情况下,采用高一些结晶器,可以避免通心裂纹。加高结晶器高度,如果调低铸造速度,则表面会产生发状淬火裂纹。对于热脆性较敏感的合金,若采用低结晶器,必须相应降低铸造速度,但此时锭表面的冷隔成层缺陷却会增多,同时还可能产生横向裂纹。因此,应合理确定结晶器高度与铸造速度,一旦结晶器高度确定了,也就可以选定铸造速度,铸得既无裂纹,表面品质又好的锭坯。
铸造速度一定时,结晶器越高液穴也越深,但当结晶器高度大于200mm后,提高结晶器高度,液穴的变化也不十分明显。
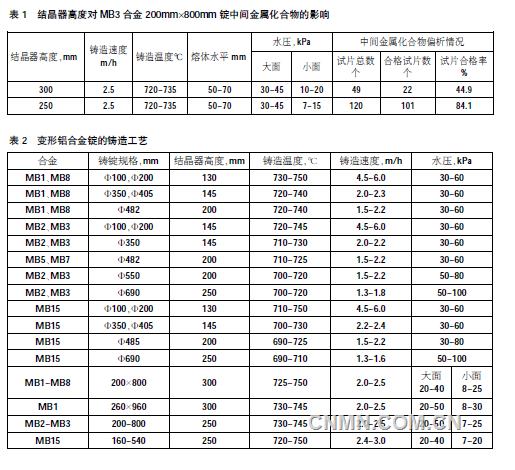
提高结晶器高度,也即相对降低了凝固速度,可延长金属中间化合物的生长时间。结晶器越高,对镁合金金属中间化合物尺寸的增大和数量的增多影响也越明显。在铸造200mm×800mm扁锭时,中间金属化合物的偏析与结晶器高度的关系见表1。
综合各方面的因素,当铸造直径350mm~690mm锭时,结晶器高度以145mm~250mm为佳;铸造200mm×800mm扁锭的适宜结晶器高度为250mm;铸造260mm×960mm的结晶器高度为300mm。
MB15合金的热裂纹敏感性较大,对水冷强度非常敏感,可采取推迟二次水冷方法,不但不会产生热裂纹,而且铸锭表面品质也有所提高。
责任编辑:于璐
二审:淮金
终审:孟庆科
如需了解更多信息,请登录中国有色网:www.cnmn.com.cn了解更多信息。
中国有色网声明:本网所有内容的版权均属于作者或页面内声明的版权人。
凡注明文章来源为“中国有色金属报”或 “中国有色网”的文章,均为中国有色网原创或者是合作机构授权同意发布的文章。
如需转载,转载方必须与中国有色网( 邮件:cnmn@cnmn.com.cn 或 电话:010-63971479)联系,签署授权协议,取得转载授权;
凡本网注明“来源:“XXX(非中国有色网或非中国有色金属报)”的文章,均转载自其它媒体,转载目的在于传递更多信息,并不构成投资建议,仅供读者参考。
若据本文章操作,所有后果读者自负,中国有色网概不负任何责任。
