铜业知识:结晶器铜板镀层技术的发展历史
2015年03月24日 9:44 7180次浏览 来源: 铜天下 分类: 铜资讯
结晶器铜板电镀层就是在结晶器铜板上电镀一层金属或合金层,从而达到抗磨减磨的目的。
结晶器是连铸的核心部件,结晶器铜板作为连铸从液态钢水到凝固成固态坯壳的重要导热部件,其质量好坏直接影响到铸坯的表面质量、连铸机拉速等指标。熔融的钢水流经结晶器铜板,在外界冷却水的作用下结晶成坯,并被引锭杆从结晶器中拉出。经常拉坯使结晶器铜板磨损严重,更换频繁,不仅降低生产效率,而且消耗大量的结晶器。为提高结晶器铜板的使用寿命,国内外相关单位及专家对铜板材料及镀层展开了长期的、深入地研究,取得了很大的成果。目前,国内外开始应用热解析技术进行结晶器设计最佳化及镀层选择的研究,热解析技术在结晶器铜板上的应用大大提高了提高结晶器铜板的寿命。
结晶器铜板镀层技术的发展如下:
结晶器铜板镀层参数一览表
|
结晶器铜板镀层参数一览表 |
|||
|
镀层材料 |
硬度HV |
热膨胀系数【×10-6/°C】 |
热导率【W/(m.K) |
|
Cr |
≥600 |
7 |
60~66 |
|
Ni |
≥140 |
14~16.7 |
76~84 |
|
Ni-Fe |
≥250 |
14 |
63~88 |
|
Ni-Co |
≥280 |
14 |
75~84 |
|
Co-Ni |
≥220 |
14 |
80~84 |
|
Ni- Co –Fe |
≥650 |
14.5 |
65~75 |
|
Cu |
≥85 |
17.7 |
43 |
|
Ni-B |
500 |
14 |
75~86 |
从硬度看Ni-Co–Fe镀层接近硬格层,在300°时各项性能远远超过镀铬层,所以通钢量是最好的。Ni-B镀层脆性大,主要应用在结晶器铜管上。
尽管在铜板的材料方面作了很多努力,使高温强度及硬度都有很大提高,但始终未能很好地解决高温浇铸时Cu离子的扩散渗入、结晶器下部的耐摩损、开浇时喷溅等问题。解决这些问题的有效办法是铜板表面的镀层。结晶器镀层所要求的功能可归纳为耐喷溅性、耐热龟裂性、耐剥落性、高散热性及结晶器下部的耐摩耗性和耐腐蚀性。图2表示了电镀层材料及其工艺发展和存在的问题。
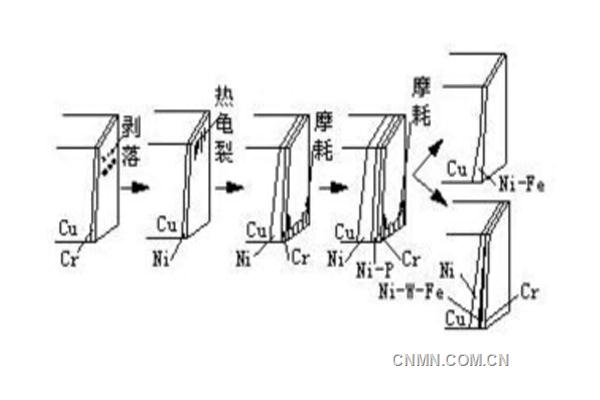
1.镀Cr层
镀层研究初期,从耐摩性和耐喷溅性出发采取了镀Cr层。Cr表面形成的极薄一层氧化膜对开浇时产生的飞溅钢水粒被凝固后的脱落是很有益的。但是镀层较厚时容易剥落,可采用0.06~0.10mm左右厚的镀层。
2.Ni+Cr复合镀层
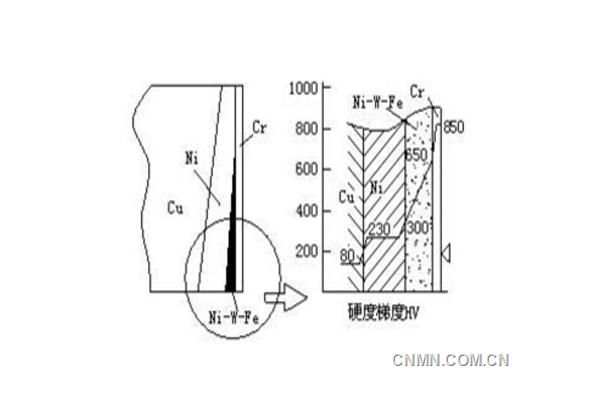
为了解决镀层厚度采用了Ni+Cr复合镀层。由于Ni的热膨胀系数接近于Cu,剥离问题大大改善,厚度增加。Ni解决了附着力和厚度问题,Cr解决了喷溅性和表面硬度问题。为了解决Ni热传导率较差问题,引入了斜面层工艺,弯月面处的Ni层厚度可控制在0.2mm左右,出口处Ni层厚度控制在3mm左右。试用表明,Cr层极薄,较厚Ni层又很软,未能圆满解决结晶器下部耐摩耗问题。一方面由于浇铸速度的提高,较薄的坯壳在铁水静压力作用下紧贴于铜板表面,增加了机械摩擦负荷;另一方面,无缺陷铸坯工艺对结晶器形状精度的要求越来越严格,结晶器更换周期取决于下部摩耗量。
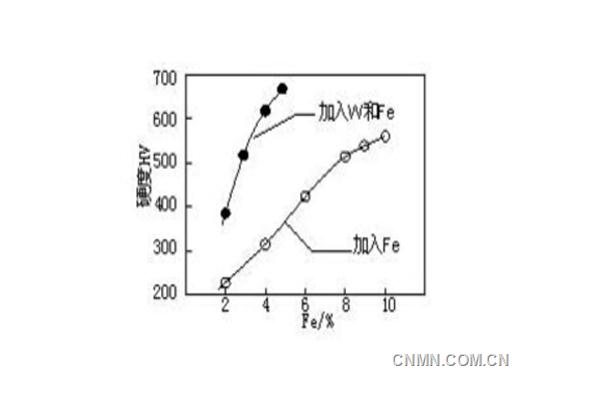
3.Ni-Fe镀层
在Ni中加入Fe或加入W和Fe时,镀层的硬度明显提高。随成分不同可控制不同硬度值,见图3、图4。Ni-Fe镀层首先由日本野村镀金株式会社开发,取名为TAP镀层,有如下特点:按Fe含量不同,可调节硬度在HV250~550范围内。高温强度(400℃)是Ni的2.5倍;单层电镀就可实现较厚镀层,成本低。
低速板坯铸机由于热负荷较轻,弯月面处铜板发生热龟裂的倾向少,结晶器下部的摩耗相对是主要的。因此低速板坯铸机选用N-TAP镀层,Fe含量取8%~10%,电镀时添加减少内应力剂。中速板坯铸机和方坯铸机由于速度较快,综合考虑弯月面处热龟裂倾向和结晶器下部的耐摩耗性,选用TAP镀层,含Fe4%~6%,不添加减少内应力剂。N-TAP和TAP镀层具有良好的喷溅性能,可采用单层镀层,降低结晶器的使用成本。济钢第一炼钢厂目前应用的就是这种镀层,与原镀Cr层相比,一次过钢量由1.5万t增加到12万t,寿命提高7倍以上,设备作业时间由87h增至700h,每月减少7块结晶器铜板的备件消耗,节资102.9万元。更换结晶器铜板次数由每月8次减至1次,可节省更换时间3h,多生产板坯约400t,减轻了工人劳动强度,改善了作业环境,年增效益1234.8万元。
4.Ni-Co镀层和Co-Ni镀层
为了进一步提高镀层的耐磨性,提高结晶器铜板的使用寿命,国外又发展了Ni-Co镀层和Co-Ni镀层。这其实是两种不同基体的高温合金,Ni-Co是含钴的镍基合金,Co-Ni是含镍的钴基合金。其性能较Ni-Fe镀层又有了进一步的提高,Co-Ni镀层的性能更好一些,在国内大板坯结晶器上使用,一次使用寿命可过钢20万t。
5.Ni-Cr合金喷涂层
在板坯结晶器使用中,窄边铜板的磨耗比宽边铜板更严重,为了提高窄边铜板的使用寿命,日本开发了窄边铜板超音速喷涂技术,即在窄边铜板表面用超音速喷涂一层Ni-Cr合金层,代替电镀层,其使用寿命可与宽边铜板的Co-Ni镀层寿命相同,,,宝钢板坯连铸机宽边铜板使用Co-Ni镀层,窄边铜板使用Ni-Cr喷涂层,一次过钢量可达20万t。
责任编辑:杨翼
一审:任飞
二审:淮金
三审:孟庆科
如需了解更多信息,请登录中国有色网:www.cnmn.com.cn了解更多信息。
中国有色网声明:本网所有内容的版权均属于作者或页面内声明的版权人。
凡注明文章来源为“中国有色金属报”或 “中国有色网”的文章,均为中国有色网原创或者是合作机构授权同意发布的文章。
如需转载,转载方必须与中国有色网( 邮件:cnmn@cnmn.com.cn 或 电话:010-63971479)联系,签署授权协议,取得转载授权;
凡本网注明“来源:“XXX(非中国有色网或非中国有色金属报)”的文章,均转载自其它媒体,转载目的在于传递更多信息,并不构成投资建议,仅供读者参考。
若据本文章操作,所有后果读者自负,中国有色网概不负任何责任。
