【教授品镁(199)】镁合金压铸件的常见缺陷及规避措施
2023年05月31日 9:11 16327次浏览 来源: 中国有色金属报 分类: 镁应用 作者: 王祝堂
若压铸工艺不当,镁合金铸件中就会产生相应的缺陷甚至出现废品。按造成缺陷的原因,可将其分为两类:凝固缺陷,如气孔、缩松、冷纹等;机械问题引发的缺陷,如扭曲、变形、缺“肉”等。其中,缺“肉”和冷纹是合金压铸件中最常见的缺陷形式。除此之外,还可能产生其他缺陷,其产生原因及避免措施如下。
发生缺“肉”或模具型腔未填满的原因:压射速度不够;模具或熔体温度低;熔体污染,如附有过多的氧化物;润滑剂过量;浇口不合适;模具排气不充分;冷室压铸时压射力不合适。
模具或熔体温度低,流向相反的熔体相遇时会发生冷流或冷喷。总排气面积增至浇口面积50%以上时,会减少冷喷频率。
吸气或析H2会产生气孔,调整浇道、浇口、排气和润滑系统可以最大限度地减少这类缺陷的产生。
限制熔体进料量,铸件局部热点处会形成缩孔或空洞。
不良浇口、尖角或润滑过量会造成溅洒和扰动,可使铸件表面形成波纹和漩涡。
熔体凝固时可产生热裂纹,模具的约束会引起应力集中、尖角和铸件脱模延迟,都将增大热裂倾向。
铸件脱模时的收缩应力会引起铸件变形、扭曲和断裂。
在镁合金铸件生产中,每一种缺陷都是由多个因素引起的。因此,对每一种缺陷产生的原因与采取的预防措施应进行具体分析。
镁合金压铸件常见缺陷的规避措施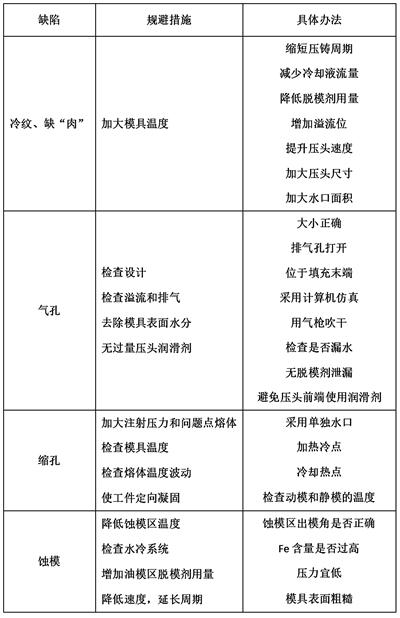
责任编辑:杨一鸣
如需了解更多信息,请登录中国有色网:www.cnmn.com.cn了解更多信息。
中国有色网声明:本网所有内容的版权均属于作者或页面内声明的版权人。
凡注明文章来源为“中国有色金属报”或 “中国有色网”的文章,均为中国有色网原创或者是合作机构授权同意发布的文章。
如需转载,转载方必须与中国有色网( 邮件:cnmn@cnmn.com.cn 或 电话:010-63971479)联系,签署授权协议,取得转载授权;
凡本网注明“来源:“XXX(非中国有色网或非中国有色金属报)”的文章,均转载自其它媒体,转载目的在于传递更多信息,并不构成投资建议,仅供读者参考。
若据本文章操作,所有后果读者自负,中国有色网概不负任何责任。
