镁课堂:镁合金热成形特点
2018年03月20日 9:0 17920次浏览 来源: 中国有色金属报 分类: 镁资讯 作者: 王祝堂
镁材在热状态下的成形性能比冷状态下的好得多,因此,工件的成形大多在热状态下进行,成形方法与加热设备也与铝、铜等合金的相同,当然,所用工具和工艺参数则各不相同。
镁合金板条可在高温下一次拉深成形相当复杂的工件,不需要退火,因此,工序少、成形时间短,所用工模具也简单,工件回弹小,成形后也不需要整形,工件尺寸偏差比冷成形的小得多,力学性能也不会下降。镁合金板料热成形加热规范见下表。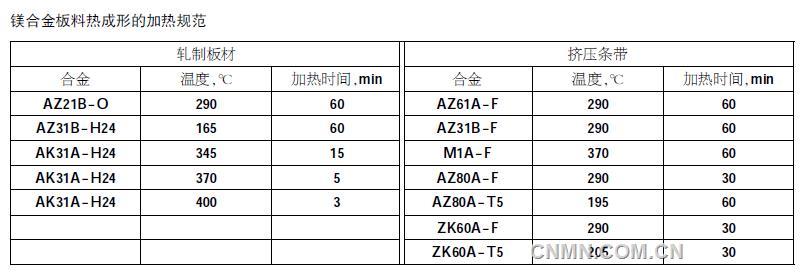
板料选择
板料有轧制的,也有挤压的,最好选用轧制的与O状态的,因为,它有高的性价比,且可选择的厚度范围大,也可用H24状态。成形前最好先做些试验,以确定最佳的加热温度与加热保温时间。
热胀影响
镁及镁合金的线胀系数(20℃~300℃的平均值)为28.1×10-6m/m)比铁的大得多,例如,100℃时,铁的线胀系数只有11.9×10-6m/m,而镁的却比铁的大1.36倍,故用钢或铸模具成形镁合金时,为保证尺寸的稳定性,必须考虑它们的这种差别。但是,镁合金的线胀系数与铝合金、锌合金的相差不大,以这两类合金模具成形时,可不用尺寸系数修正。
预处理
成形加热前,应对板料作一些处理,清除表面上的一切外来物,模具、冲头等也应洁净,可用溶剂清洗工具。
加热
成形板坯与成形工模具都要加热,加热设备有:加热板、加热炉、电热器、传热液体、感应加热器、灯泡及其他红外加热器等。红外加热就是用一组红外线加热,工艺简单,费用也较低。采用传热流体通常为油加热时,热油在模具通道内循环,其最高温度为175℃,传热流体加热设备有汽化器、循环机和温度控制系统。
镁合金热成形时应严控温度,生产少量零件时,可用接触温度计监控温度,批量成形时,则宜自动控制,以便较为精准地调控温度。
润滑
热成形的润滑比冷形时更加重要,因为镁合金材料在热状态下更易受到表面损伤。润滑剂的选择主要决定于成形温度,可供选择的润滑剂有:矿物油、动物油、润滑脂、肥皂、蜡、二流化钼、胶体石墨、薄纸片与玻璃纤维等,选用哪种润滑剂,主要取决于成形温度。
成形温度低于120℃时,可选用润滑脂、动物油、肥皂、石蜡。旋压时润滑剂应粘于工件上,以免离心力把润滑剂甩出。所用的润滑剂在成形后应易于除去;成形温度高于120℃,不可选用普通油脂、润滑脂、石蜡,可用胶质石墨。温度达230℃时可以用肥皂润滑;成形温度高于230℃可用胶质石墨-二流化钼、石墨-酒精混合物。成形后应尽快清除工件上的润滑剂,以免腐蚀与时间长了不易清除。不适宜用润滑剂时可用薄纸或玻璃纤维润滑,将它们置于工具和工件之间。
责任编辑:淮金
如需了解更多信息,请登录中国有色网:www.cnmn.com.cn了解更多信息。
中国有色网声明:本网所有内容的版权均属于作者或页面内声明的版权人。
凡注明文章来源为“中国有色金属报”或 “中国有色网”的文章,均为中国有色网原创或者是合作机构授权同意发布的文章。
如需转载,转载方必须与中国有色网( 邮件:cnmn@cnmn.com.cn 或 电话:010-63971479)联系,签署授权协议,取得转载授权;
凡本网注明“来源:“XXX(非中国有色网或非中国有色金属报)”的文章,均转载自其它媒体,转载目的在于传递更多信息,并不构成投资建议,仅供读者参考。
若据本文章操作,所有后果读者自负,中国有色网概不负任何责任。
