中国研成高端激光切割机 助军机用钛合金蒙皮
2014年09月19日 15:0 3667次浏览 来源: 中国有色网 分类: 钛资讯 作者: 沈佳
“你看,标准90度!漂亮!”2014年8月,在交付公司本级用户特种制造部后,历经为期两个月的调试与切割工艺探索,经历倍增效率、狠抠精度等重重考验后,由中国航天科工四院红阳公司精工打造的数控激光切割机终于不辱使命,圆满解决某型号工件加工难题。以数控激光切割机床作为科技公司进军激光领域的第一块敲门砖。
准确定位高位起跳
激光技术起源于20世纪60年代初期。由于激光精密成形不需要加工刀具,而且加工速度快、表面变形小、可加工材料种类多,已经在制造领域中越来越多地显示了它的优越性,尤其以激光焊接、切割加工应用最为广泛,并促成了激光精密成形设备生产企业的蓬勃发展。
航天科工四院通过对市场的深入调研,把目光集中在切割功率2000w以上、切割厚度为6mm以内具备较强经济适用性的产品上,并借鉴中国一重从制造向制造和服务并重转变的成功经验,联手国内一流的激光元器件生产厂家锐科公司,搭载世界一流的德国倍福控制系统,开始了以技术集成为主要特征的产品研发之路,
精益求精完美胜出
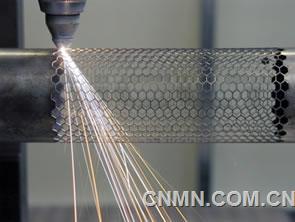
随着型号生产研制的发展,不锈钢、钛合金结构的舱段及部件应用越来越多,此类零部件采用激光切割下料及激光焊接具有明显的工艺优越性,激光加工设备对于型号研制的重要性日益显现。7月,带着希望与期待,数控激光切割机顺利通过出厂评审,进入公司用户手中,开始了型号的攻坚首战。初次亮相,便以优越的性能声名大噪。原本手工半小时才能切完一个的工件,没想到借助激光切割机的力量,居然在半小时内切出了60个。效率倍增不说,而且送往焊接间时发现焊缝较手工切割的也更为理想。
围绕0.3度,跟产技术员和用户在38℃的高温进行了三天的测试。以3mm以下钛合金板,4mm以下不锈钢板,10mm以下碳钢板的切割为目标,采用正交实验法进行参数值匹配试验,在减少试验次数的前提下保证试验的准确性和可行性。只有首先在试验的技术上获得大量的切割工艺参数数据,并对这些有限的、离散的加工条件和工艺参数数据进行分析处理,建立激光切割工艺数据库,才能使有效范围内的任何加工都可以自动获得相应的切割工艺参数,为实现激光切割自动化打下基础,真正实现交钥匙工程。
功夫不负有心人,军民两线的协力攻关终于找出了问题的根源所在,通过调整及进一步的摸索以及对尺寸的补偿,终于切得了满足焊接要求的钛合金蒙皮(钛合金蒙皮强度大耐高温,但因蒙皮加工精度和公差难修补的原因未能广泛应用于战机制造。)。目前,光纤激光切割设备已应用到型号产品的精确切割中,完成了多个型号钛合金蒙皮的下料,切口质量精美,切割精度高。而型号的首战告捷,也标志着科技公司从制造商向全面系统解决方案提供商的成功转变。
责任编辑:淮金
如需了解更多信息,请登录中国有色网:www.cnmn.com.cn了解更多信息。
中国有色网声明:本网所有内容的版权均属于作者或页面内声明的版权人。
凡注明文章来源为“中国有色金属报”或 “中国有色网”的文章,均为中国有色网原创或者是合作机构授权同意发布的文章。
如需转载,转载方必须与中国有色网( 邮件:cnmn@cnmn.com.cn 或 电话:010-63971479)联系,签署授权协议,取得转载授权;
凡本网注明“来源:“XXX(非中国有色网或非中国有色金属报)”的文章,均转载自其它媒体,转载目的在于传递更多信息,并不构成投资建议,仅供读者参考。
若据本文章操作,所有后果读者自负,中国有色网概不负任何责任。
