镁课堂(103):镁合金工件的深拉
2018年05月22日 9:14 9897次浏览 来源: 中国有色金属报 分类: 镁资讯 作者: 王祝堂
镁合金工件的深拉成形都是在热态下进行,在热状态时镁合金的深拉率可达70%,缩减率>15%称为深拉深。对于小曲率板材可用不同的深拉缩减率,生产中的深拉率很少有>15%的,若考虑回弹则最大值为12%,但即使在高温下深拉也会存在小量回弹,给全部深拉率加1个百分点就足以补偿回弹。
深拉模具或成形垫可用镁、铝、锌合金制成,垫块可用钢丝网加强的混凝土制造,深拉温度可高达230℃,若温度>230℃,则宜用铸铁成形垫块。不得用有锯齿夹头的钳夹持工件,以防诱发工件撕裂,为此,可在夹头与工件之间垫以粗砂纸或砂布。
深拉力
深拉机有液压的与机械的,前者运动速度缓慢均匀,作为首选,拉深率小时宜选用机械压力机。深拉镁合金圆筒所需力的计算可用如下的经验式匡算:p=πdtRm(D/d-k)式中,p为压力,N;D为筒的直径,mm,d为冲头直径,mm;t为板材厚度,mm;Rm为镁材在深拉温度的抗拉强度,N/mm2;k为系数,0.8~1.1。
压边力
深拉镁合金工件时,必须向板坯施加一定的压边力,以防工件皱褶。压边力取决于材料厚度与温度,通常为深拉力的1%~10%,最好事先通过试验确定,最大值为bN/mm2。
模具及预热
应根据产品形状、尺寸、温度及材料线胀系数等确定模具的结构形状、尺寸和强度;模具材料可按深拉变形程度和产品数量确定,一般选用低碳锅炉钢或铸铁,若产品数量大于1万个时,可用耐磨的工具钢模具,在高温下深拉时,模具的回火温度应比使用温度高10℃以上。
可以用电热元件预热,而拉制复杂形状工件宜用带有环形火焰喷头燃烧器加热,冲头基座也最好预热一下。若对工件凸面尺寸偏差要求严格,应在模具的外部设置可以独立控制的燃烧器。
深拉性能
镁及镁合金板的深拉性能可用材料的各向异性比γ和加工硬化指数n表达, 反映了材料成型时抵抗变薄或变厚能力,与板料织构有很强的对应性,要求深拉板的γ>1。AZ31合金的γ平均值为2.03,为铝合金材料0.9的2.3倍,但是,不同方向上的γ值相差悬殊,因而对深拉成形极为不利。n值表达板料成形过程中的形变硬化能力,即n值越大,抵抗缩颈变形能力也越强,对变形均匀性也越有利,有利于获得大的极限深拉比。室温时,AZ31合金板纵向的n值约为0.17,小与Al-5Mg-Mn型铝合金板的0.31,不过由于镁合金板的γ值大,因而具有高的深拉延性能。
镁合金薄板深拉比(筒件直径/板料直径)可达15%~25%,AZ31B-O合金的为20%左右,高温下材料的深拉性显着提高,可达70%。深拉性即板料直径缩减率可按下式计算。
缩减率=D-d/D×100% (式中D为板材直径,mm;d为冲头或杯口直径)。
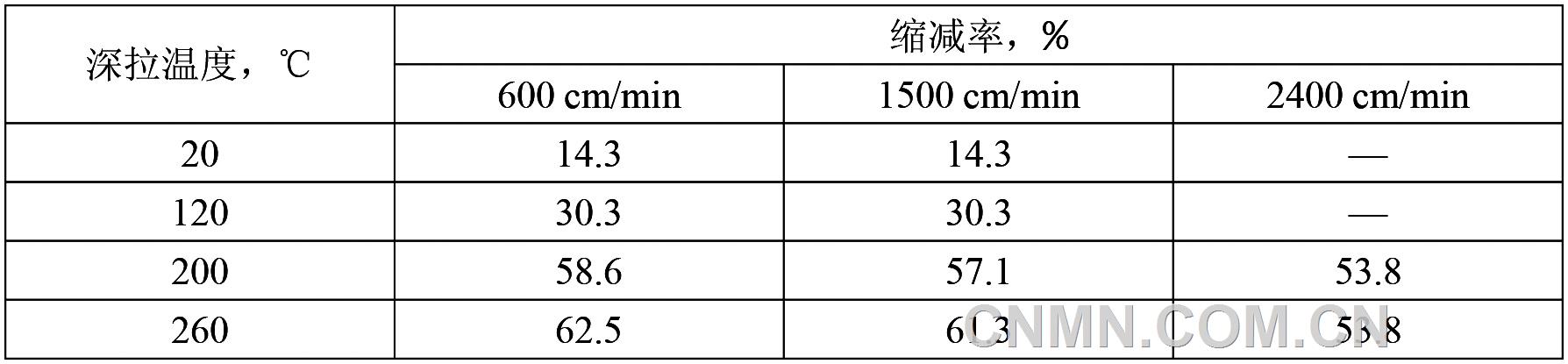
深拉速度对材料的深拉性能也有影响,镁合金的拉延速度一般为0.6mm/s~405mm/s,而且缩减率大时(70%)的速度比逊低于中等缩减率(约55%)时的。若缩减率小于50%,可用高速度液压机或机械液压机成形。可以深拉的总缩减率随着温度升高和删啦速度下降而增大。AZ31B-O合金板的深拉性能与温度及速度的关系见下表。
工件形状也对材料的深拉性能有影响,镁合金AZ31B-O板深拉圆柱形杯的缩减率可达70%,但是,方形及矩形盒则不能拉得很深,润滑条件也对深拉性能有较大影响。
责任编辑:淮金
如需了解更多信息,请登录中国有色网:www.cnmn.com.cn了解更多信息。
中国有色网声明:本网所有内容的版权均属于作者或页面内声明的版权人。
凡注明文章来源为“中国有色金属报”或 “中国有色网”的文章,均为中国有色网原创或者是合作机构授权同意发布的文章。
如需转载,转载方必须与中国有色网( 邮件:cnmn@cnmn.com.cn 或 电话:010-63971479)联系,签署授权协议,取得转载授权;
凡本网注明“来源:“XXX(非中国有色网或非中国有色金属报)”的文章,均转载自其它媒体,转载目的在于传递更多信息,并不构成投资建议,仅供读者参考。
若据本文章操作,所有后果读者自负,中国有色网概不负任何责任。
