镁课堂:(七十六)镁合金的挤压铸造
2016年10月26日 10:0 19712次浏览 来源: 中国有色金属报 分类: 镁资讯 作者: 王祝堂
何谓挤压铸造?北美压铸协会(NADAC)给出的定义为:采用低的充型速度和最小的扰动,使金属熔体在高压凝固,以获得可热处理的高致密度铸件的铸造工艺。1819年在英国专利中提出了挤压铸造概念,1931年德国制出全世界首台挤压铸造机,但是直到20世纪60年代初此工艺才在北美、欧洲和日本获得较为广泛的应用,在韩国和中国台湾省也有所应用。截至2015年,全世界保有的挤压铸造机约有450台,主要用于铸造汽车、自行车、空调器、阀、泵等产品零件。
工艺原理与分类
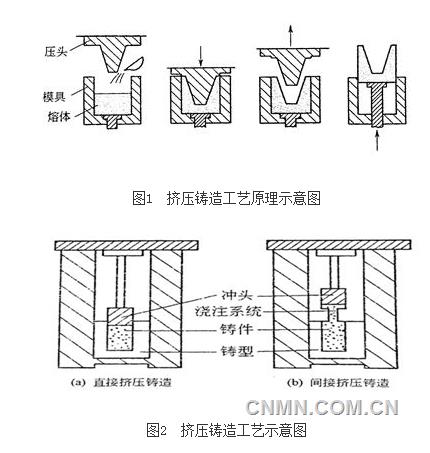
图1示出了挤压铸造的工艺原理:首先将合金熔体注入模具型腔内,在挤压铸造机压头(冲头)的机械压力作用下被挤压成形与凝固,其特点:工件高度致密,晶粒组织细小均匀,气孔、疏松、缩孔等缺陷很少,力学性能与锻件的相差无几;因为工件在压力下凝固,不会变形开裂;工艺简单,操作方便灵活,可高度自动化,成品率高,特别适合于生产高强度、气密性好薄壁类工件如阀体、机架、汽车轮盘、车门等,铸件质量覆盖面可以几克至三四十千克。
挤压铸造可分为直接与间接的两种(图2),前者适于生产形状简单结构对称的工件,如活塞、卡钳、主汽缸等,特点是无浇注系统,充型压力直接作用于熔体上,熔体凝固快,工件组织致密、晶粒细小均匀,但熔体注入量应精准。
在间接挤压铸造时,通过浇道将压力传给充型熔体,熔体凝固时无法保持高的压力,铸件成品率低一些,不适宜生产凝固温度区间大的合金工件,但熔体注入量比较宽松,因此获得了更加广泛的应用,一些铸造性能较差的镁合金可通过挤压铸造生产。
改型的挤压铸造
垂直挤压铸造法
后来出现了一些改型的挤压铸造工艺,如:垂直挤压铸造法(VSC,Vertical Squeezing Casting),它是间接挤压法,可在凝固过程中保持高达100N/mm2的压力,可生产优质的无内部缺陷铸件,大大扩大了挤压铸造的应用范围。VSC铸件的尺寸决定于机器压力,但不能生产薄壁零件;壁厚应≥4mm,因为熔体充型速度小,会在充型过程中凝固。
东芝公司的LEOMACS法
日本东芝公司开发的LEOMACS法是一种将挤压铸造、低压铸造及电磁定量给料泵融为一体的工艺,具有如下的特点:缩短了供料到挤压之间镁熔体的停留时间,减少了铸件中的不均匀凝固,缩短了生产周期;生产过程中熔体不与空气接触,可杜绝熔体氧化与燃烧;镁熔体可在较低温度下保温和浇注,可以生产形状复杂的薄壁工件;设备复杂,投资大,制约了发展。
挤压-流变铸造法
这是一种挤压铸造与流变铸造合二为一的工艺,可在同一系统内实现熔体搅拌、压射及施加挤压力,可充分发挥两种铸造法的优势,可在同一系统内进行搅拌、压射与施加压力。电磁搅拌器位于压射室之外,当熔体中固相达到设定份额后停止搅拌,压射冲头将浆料压入型腔并保压。
责任编辑:淮金
如需了解更多信息,请登录中国有色网:www.cnmn.com.cn了解更多信息。
中国有色网声明:本网所有内容的版权均属于作者或页面内声明的版权人。
凡注明文章来源为“中国有色金属报”或 “中国有色网”的文章,均为中国有色网原创或者是合作机构授权同意发布的文章。
如需转载,转载方必须与中国有色网( 邮件:cnmn@cnmn.com.cn 或 电话:010-63971479)联系,签署授权协议,取得转载授权;
凡本网注明“来源:“XXX(非中国有色网或非中国有色金属报)”的文章,均转载自其它媒体,转载目的在于传递更多信息,并不构成投资建议,仅供读者参考。
若据本文章操作,所有后果读者自负,中国有色网概不负任何责任。
