镁课堂:(七十)镁合金锻件的精整
2016年08月16日 9:47 7926次浏览 来源: 中国有色金属报 分类: 镁资讯 作者: 王祝堂
同生产其他镁合金材料一样,锻件在锻造完后也必须进行种种精整加工,才能成为可投向市场与符合用户要求的半成品或成品锻件。
切边也是关键工序
在制造锻件时一定会产生飞边(毛边),因此切边与控制切边裂纹也是生产镁合金锻件主要精整工序之一。镁合金在低于220℃时塑性很差,对拉应力很敏感,而在高于此温度后却很软,黏性大,易拉伤,通常用带锯切割或铣削法去除,也可以用切边模热切除。
带锯切割和铣削适于批量小、形状较简单或尺寸大的镁合金锻件,不会产生切割裂边,也不用制造切边模。若用切模除去毛边,可用咬合式模具,应严格控制凸凹模间隙,若无间隙则更好,以防产生切边裂纹,切边温度200℃~300℃。
一般在模锻温度范围内进行镁合金锻件精压整形,最佳整形温度230℃~300℃,因为此时锻件可发生半热冷作硬化,既可以提高力学性能,又可以获得所需要的尺寸精度,但变形程度宜为10%~15%。
最后需要进行表面处理,首先喷砂,除去锻件表面残油,然后浸入含8%HNO3和2%H2SO4溶液两三秒再以热水漂洗,最后最好在重铬酸盐溶液中进行防蚀处理,但也可以不进行。重铬酸溶液对环保不利,应作好无害化处理后方可排放。
锻件的热处理
ZK21A、AZ31B和AZ61A等合金锻件一般在F状态下应用,EK31A合金在固溶一人工时效状态T6应用,其他合金如AZ80A、ZK60A、HM21A合金锻件可在F状态或T5状态应用,视性能要求而定。
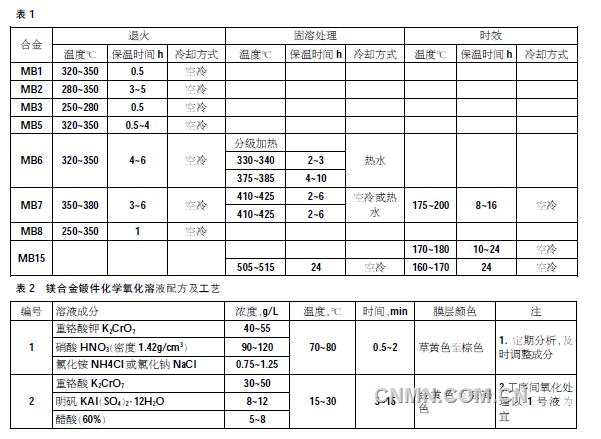
镁合金锻件的热处理虽与铝合金的相同,但其效果远不如铝合金的。镁合金锻件锻后常在空气中冷却,但是为了防止锻件进一步再结晶和晶粒长大,也可以直接在水中冷却。对于可时效强化镁合金锻件最好在水中冷却,因为此时可获得过饱和固溶体组织。在最终时效处理时有利于沉淀物析出,提高锻件力学性能。镁合金过饱和固溶体相当稳定,几乎没有自然时效作用,所以一般都在人工时效状态下应用,若要求零件有高的塑性,也可以不进行人工时效。镁合金锻件的妒火处理规范见(表1)。
镁合金的热处理有退火、固溶处理及人工时效。热处理不可强化镁合金MB1、MB8和热处理作用不大镁合金MB2锻件,可不经固溶、时效处理,只可以经软化退火处理;MB3、MB5合金锻件只经退火处理,以消除内应力,提高尺寸稳定性,降低腐蚀倾向和应力集中敏感性,减小各向异性。
MB7合金是热处理可强化合金,其锻件可只进行固溶处理,也可以固溶处理后再进行人工时效。可以根据使用温度不同,MB15合金锻件可锻后直接进行人工时效。镁合金在高温下有严重的晶粒长大倾向,因此应严格控制锻件的热处理温度,不宜过高,以免晶粒粗化,降低力学性能及抗蚀性。
为防止锻件点蚀,锻造润滑剂不可过厚,锻后应及时清除,并进行酸洗。酸洗目的是消除锻件表面自然氧化膜和其他杂质,并显露基体金属表面,可暴露表面折叠、裂纹、拉伤等缺陷,以便修伤,同时也为氧化处理作好预处理。
如果工序之间的时效长于10d或锻造完后不能及时进行机械加工,则应进行氧化处理,氧化溶液配方及工艺见(表2),氧化后立即在流动干净冷水内清洗0.5秒~2秒,再在低于50℃热水中清洗一两秒,然后用50℃~70℃的压缩空气或室温干燥空气吹干。
氧化处理后锻件表面有一层致密的金黄色氧化膜,如果没有后续工序或不及时机械加工,应及时涂油包装封存,未涂油锻件保存期不得超过1Mo。
责任编辑:淮金
如需了解更多信息,请登录中国有色网:www.cnmn.com.cn了解更多信息。
中国有色网声明:本网所有内容的版权均属于作者或页面内声明的版权人。
凡注明文章来源为“中国有色金属报”或 “中国有色网”的文章,均为中国有色网原创或者是合作机构授权同意发布的文章。
如需转载,转载方必须与中国有色网( 邮件:cnmn@cnmn.com.cn 或 电话:010-63971479)联系,签署授权协议,取得转载授权;
凡本网注明“来源:“XXX(非中国有色网或非中国有色金属报)”的文章,均转载自其它媒体,转载目的在于传递更多信息,并不构成投资建议,仅供读者参考。
若据本文章操作,所有后果读者自负,中国有色网概不负任何责任。
