镁课堂:(六十二)简说镁合金的挤压(一)
2016年05月24日 9:28 16591次浏览 来源: 中国有色金属报 分类: 镁资讯
镁合金的挤压成形都是在热状态下进行,挤压方法有正向挤压法,也可以采用反向挤压法,但绝大多数挤压镁材即约90%以上的镁合金挤压材是用正向挤压法生产的。镁合金管、棒、型、线的生产可用单动挤压机,也可用双动挤压机,有用卧式挤压机的,也有用立式挤压机的,可以用正向挤压机,也可以用反向挤压机。通常,用于挤压铝材的挤压机都可以用于挤压镁材,但锭坯加热炉不可直接通用,需加以适当改造以防镁锭燃烧。铝、镁合金挤压参数也有很大差异。
正向挤压是制品流出方向与挤压轴移动方面一致的工艺(见图),挤压时将加热好的锭坯推入挤压筒,挤压轴在主柱塞作用下迫使挤压筒内的镁合金流出模孔,而锭坯则随着挤压过程的进行而缓慢地向前移动,锭坯表面与挤压筒内衬内壁发生激烈的摩擦。
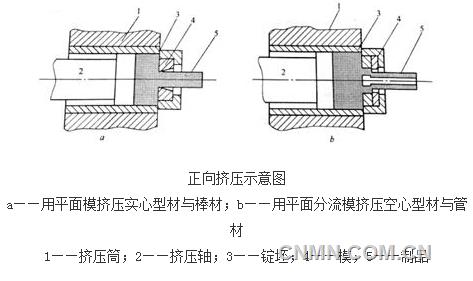
正挤压法优点很多,灵活性大,可生产种种挤压制品,设备结构、工模具装备和生产操作也比其他挤压法的简单。但是,其主要缺点是在挤压过程中由于锭坯在挤压筒内移动而产生很大的摩擦力,使金属流动不均匀,几何废料多,而且在挤压条件相同时,正挤压法的挤压力比反挤压法的大30%~40%。镁及镁合金在挤压时易与工模具粘结,摩擦状态比铝及铝合金的差得多;镁合金锭坯加热时,温度也不易均匀,因此在挤压时,只有在确保温均匀和充分润滑条件下,才能获得均匀的流动。
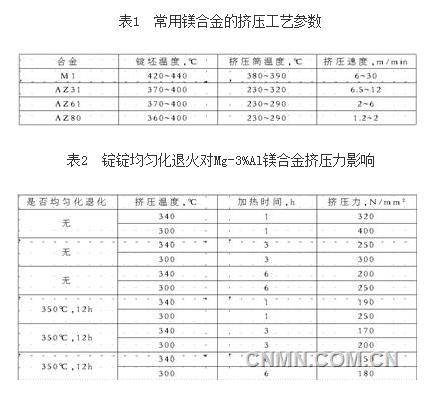
镁及镁合金的挤压温度为300℃~450℃,可根据合金成分、制品形状确定具体挤压温度,挤压比可10∶1~100∶1,若采用预挤压坯料,则挤压比可更大一些。镁合金的焊合性能远不如铝合金的,因此,生产管材时除个别情况外,宜采用穿孔针或空心锭坯挤压,常用镁合金的挤压工艺参数见表1。
镁合金的挤压速度不宜快,例如AZ31合金的挤压速度应不得超过6063铝合金的1/3。对于同一合金,中空型材的如管材的挤压速度可为实心型材的1/3~1/5。锭坯若经过均匀处理则挤压力可显着下降,用直径98mm、长150mm锭坯挤压Mg-3%Al合金直径44mm、壁厚1.5mm管材时,均匀化退火对挤压力的影响见表2。
责任编辑:淮金
如需了解更多信息,请登录中国有色网:www.cnmn.com.cn了解更多信息。
中国有色网声明:本网所有内容的版权均属于作者或页面内声明的版权人。
凡注明文章来源为“中国有色金属报”或 “中国有色网”的文章,均为中国有色网原创或者是合作机构授权同意发布的文章。
如需转载,转载方必须与中国有色网( 邮件:cnmn@cnmn.com.cn 或 电话:010-63971479)联系,签署授权协议,取得转载授权;
凡本网注明“来源:“XXX(非中国有色网或非中国有色金属报)”的文章,均转载自其它媒体,转载目的在于传递更多信息,并不构成投资建议,仅供读者参考。
若据本文章操作,所有后果读者自负,中国有色网概不负任何责任。
